






产品分类 更多>>



英标H型钢材料:
d)曲轴箱内的润滑油温度不高于69C,3.6压缩机应采用全密封结构并能保证气不泄漏。缩机的附属压力容器设计制造应符合GB15及《压力容器安全技术监察规程》的有关规定。缩机润滑油压力系统中,应设油过滤器,且能排除.8mm的机械杂物;油泵压力应不低于.1MPa,并可调。JB,T913.1一19993.,压缩机各级应设油水吹除装置,吹除的气体和油水应能回收。缩机必须设置可调限压装置,当发生下列情况之一时,应能自动停机。
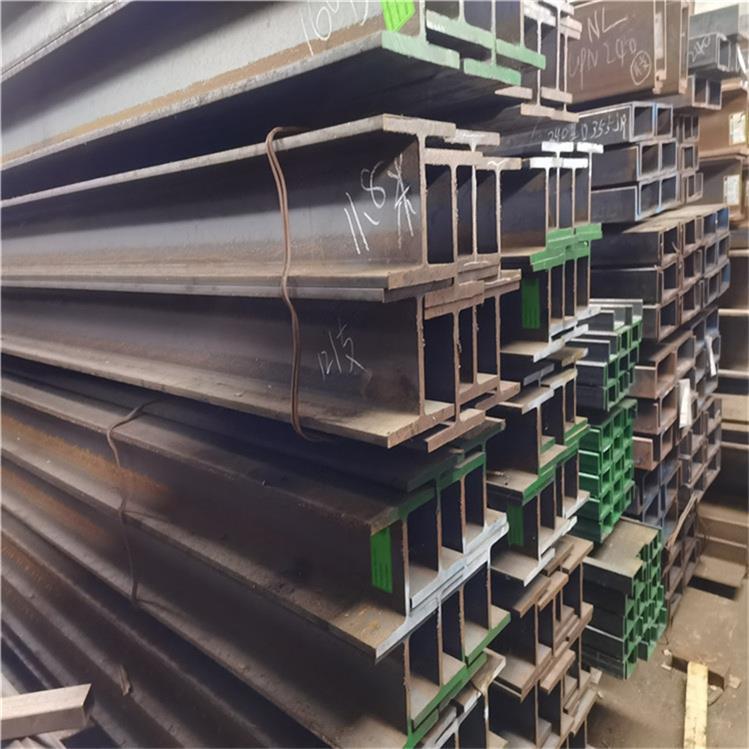
一、UBP305*305*223英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢为了容易地和经济地进行热或冷加工以制成工程结构的各种部件,低合金度钢必需具有适当的成形性能。和碳素结构钢一样,低合金度钢一般可以进行这样的加工,以及如剪切、冲孔和机加工艺。虽然其屈服点高,即使成形操作变形相当剧烈也同样可以使用用于碳素结构钢成形的冷弯冲压机、拉拔机、压力机和其他设备,但是一些设备具需要修改。
二、UBP305*305*223英标H型钢热扎工艺手段:7、凡是减小轧辊咬入角和增大辊面对轧件摩擦系数的因素均有利于强化咬入和建立稳定轧制过程,通常采用的措施为:型钢混凝土构件能够承受高于其外形钢筋混凝土构件1倍以上的承载力,能够有效地扩大建筑结构的使用空间和面积,在居住以及建筑方面都有着显着的经济效益。由此就可以看出型钢混凝土组合结构在高层建筑使用中的优越性 [1] 。

四、UBP标H型钢规格型号表:
钢铁冶金:加热要均匀,用火焰对阀门及管道进行火焰烘烤的过程要延续到阀门上的焊剂不再发出声音。不要对阀门过度加热。Applyflametovalveatbaseofsocket.Heatuniformly,sweepingflamefromvalvetotubeuntilfluxonvalvebecomesquiet.Avoidexcessiveheatingofvalve.当焊剂变成液态并且在管道和阀门上呈现半透明状态时,开始将火焰沿着连接部件的轴线进行进退烘烤,以保持连接部件、特别是阀门套筒底座部位的热度。
d)曲轴箱内的润滑油温度不高于69C,3.6压缩机应采用全密封结构并能保证气不泄漏。缩机的附属压力容器设计制造应符合GB15及《压力容器安全技术监察规程》的有关规定。缩机润滑油压力系统中,应设油过滤器,且能排除.8mm的机械杂物;油泵压力应不低于.1MPa,并可调。JB,T913.1一19993.,压缩机各级应设油水吹除装置,吹除的气体和油水应能回收。缩机必须设置可调限压装置,当发生下列情况之一时,应能自动停机。
一、UBP305*305*223英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢为了容易地和经济地进行热或冷加工以制成工程结构的各种部件,低合金度钢必需具有适当的成形性能。和碳素结构钢一样,低合金度钢一般可以进行这样的加工,以及如剪切、冲孔和机加工艺。虽然其屈服点高,即使成形操作变形相当剧烈也同样可以使用用于碳素结构钢成形的冷弯冲压机、拉拔机、压力机和其他设备,但是一些设备具需要修改。
二、UBP305*305*223英标H型钢热扎工艺手段:7、凡是减小轧辊咬入角和增大辊面对轧件摩擦系数的因素均有利于强化咬入和建立稳定轧制过程,通常采用的措施为:型钢混凝土构件能够承受高于其外形钢筋混凝土构件1倍以上的承载力,能够有效地扩大建筑结构的使用空间和面积,在居住以及建筑方面都有着显着的经济效益。由此就可以看出型钢混凝土组合结构在高层建筑使用中的优越性 [1] 。
四、UBP标H型钢规格型号表:
| UBP(等边等厚)英标H型钢 | |||||||
| 型号 | 规格 | 米重 | 型号 | 规格 | 米重 | ||
| UBP203*203*45 | 200.2*205.9*9.5*9.5 | 44.9 | UBP305*305*126 | 312.3*312.9*17.5*17.6 | 126.1 | ||
| UBP203*203*54 | 204*207.7*11.3*11.4 | 53.9 | UBP305*305*149 | 318.5*316*20.6*20.7 | 149.1 | R | |
| UBP254*254*63 | 247.1*256.610.6*10.7 | 63 | UBP305*305*180 | 326.7*319.7*24.8*24.8 | 180 | R | |
| UBP254*254*71 | 249.7*258*12*12 | 71 | UBP305*305*186 | 328.3*320.9*25.5*25.6 | 186 | ||
| UBP254*254*85 | 254.3*260.4*14.4*14.3 | 85.1 | UBP305*305*223 | 337.9*325.7*30.3*30.4 | 222.9 | R | |
| UBP305*305*79 | 299.3*306.4*11*11 | 78.9 | UBP356*368*109 | 346.4*371*12.8*12.9 | 108.9 | ||
| UBP305*305*88 | 301.7*307.8*12.4*12.3 | 88 | UBP356*368*133 | 352*373.8*15.6*15.7 | 133 | ||
| UBP305*305*95 | 303.7*308.7*13.3*13.3 | 94.9 | UBP356*368*152 | 356.4*376*17.8*17.9 | 152 | ||
| UBP305*305*110 | 307.9*310.7*15.3*15.4 | 110 | UBP356*368*174 | 361.4*378.5*20.3*20.4 | 173.9 | ||
| 备注:生产执行标准EN10163-3和BS4-1:2005 | |||||||
钢铁冶金:加热要均匀,用火焰对阀门及管道进行火焰烘烤的过程要延续到阀门上的焊剂不再发出声音。不要对阀门过度加热。Applyflametovalveatbaseofsocket.Heatuniformly,sweepingflamefromvalvetotubeuntilfluxonvalvebecomesquiet.Avoidexcessiveheatingofvalve.当焊剂变成液态并且在管道和阀门上呈现半透明状态时,开始将火焰沿着连接部件的轴线进行进退烘烤,以保持连接部件、特别是阀门套筒底座部位的热度。





















